Petfood extrusion is becoming more sophisticated as we learn the impact of energy inputs on product properties. It is becoming increasingly important to control energy inputs. The level of specific mechanical energy (SME) added influences product density, cell structure, fat absorption, texture, cook and palatability.
Thermal and mechanical
Energy is added to the extrusion process in two main forms:
Thermal energyfrom steam and water, and
Mechanical energyfrom the main drive motor.
The energy requirements for a given product depend upon animal preferences. For example, most extruded cat foods utilize 30 to 35 kW-hr of mechanical energy per metric ton of product produced. Dog foods typically only require 18 to 25 kW-hr per ton. The amount of mechanical energy added to a process has many effects on the efficiency of the operation and on the final product properties. This article explores the relationship between mechanical energy input and final product characteristics.
Ingredient selection
The most important factor in any process is the selection of ingredients. The processing differences between wheat, corn, rice, barley or any other cereal grain source can be quite substantial. In addition, these inherent differences can be amplified by the addition of fat, protein and the grinding and milling processes.
Adjusting SME
The most common hardware tools for adjusting specific mechanical energy (SME) inputs include:
Screw configuration,
Die configuration and
Extruder speed.
The screw geometry such as flight profile, pitch and number of screw flights affects how energy is put into the product. A double flight screw produces a lighter bulk density product than a single flight screw when operating under the same processing conditions. The double flight screw gives the process additional retention time which results in an increased level of SME. The addition of cut flight or reverse flight screws can also enhance the level of mechanical energy added.
A second option is to adjust the screw and barrel configuration by adding a mid-barrel restrictor (Figure 1). By adjusting the gap between the arms and the screw, this patented device allows the user to control the SME in the extruder and ultimately the final product density.
A third option for mechanical energy adjustment is the adjustment of the die hardware. By changing the open area or restriction in the die, one can adjust the SME. Utilizing a device such as a back pressure valve (BPV) can allow online control of SME. As the BPV is closed, it creates additional restriction on the die resulting in an increased level of SME and reduced bulk density.
Another means used to adjust SME is the extruder screw speed. As the extruder screws turn faster, they create an increased level of friction and result in higher energy levels. An analogy is to rub one's hands together. As you slowly begin rubbing your hands together, they begin to heat up due to the friction caused. As you increase the frequency or speed of the rubbing action, the level of heat generated is increased.
SME influences
One might question why an extrusion operator should be concerned with adjusting and controlling SME. The reason is that SME significantly influences a product's characteristics. These characteristics include density, cell structure, fat absorption, texture, cook and palatability.
Density.
As the SME value increases, product density declines. There is a very strong correlation between SME and density.
Cell structure.
SME also alters a product's cell structure as shown in Figure 2. These products were processed to have an equivalent density. However, the SME input was varied in order to see the effect of SME on product cell structure.
The cell structure was analyzed using a scanning electron microscope. The SME index for each sample is shown next to the photo and is listed as a ratio to the control. One of the more interesting observations is that the cell structure becomes much smaller and more uniform as the SME is increased. The samples with the lower SME also tended to have a much thicker cell wall. The cell structure is extremely important when considering oil absorption and retention and product texture.
Oil absorption.
There is a clear relationship between oil absorption and SME. If we consider how SME alters the cell structure, it is easy to see why it also affects the oil absorption. The higher SME creates thinner cell walls which allow the oil to more easily penetrate the kibble. It also creates additional cells which allow higher levels of oil to be added and retained.
Texture.
These same products were evaluated in a texture analyzer. A kibble was placed in the instrument and a probe was forced through the piece at a constant rate of speed. During the test, the force required to keep the probe moving was measured. At the lower SME levels, the large cell structure of the cat food allows the probe to break through with relatively little force. As the cell structure becomes smaller and more uniform, the amount of force required to break the piece increases as the smaller cells reinforce each other. At some point, the SME level is high enough that it actually begins to weaken the structure. The product has been sheared enough to create a relatively tender bite.
Cook.
SME impacts starch gelatinization during extrusion. In a process operating with constant thermal energy inputs, the cook value increases in a linear relationship with SME. The starch gelatinization or cook value was determined using an enzymatic susceptibility method.
Cat food palatability
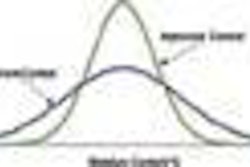
SME has also proven important for palatability in felines. In a study conducted at the Wenger Technical Center, a series of test runs were made in which the SME input was varied. The specific product bulk density was maintained in order to eliminate the effect of density on the palatability results. One of the samples was chosen as the control against which all other samples were tested. Prior to palatability testing, the samples were individually coated with an equal amount of oil. They were then tested using trained felines in a two-day, two-bowl palatability test. The quantity of each diet consumed daily is determined, and these data are used to derive an intake ratio for each animal. The results are summarized in Figure 3.
The palatability is shown as a percent of the total amount of feed consumed. Thus, if a particular sample shows a palatability of 40%, it would indicate that out of every 100 grams of feed consumed by the test panel, 40 grams were the particular sample and 60 grams were the control. The control sample was fed against itself to confirm that the animals did not have an issue with "handedness." The data seem to indicate that SME is of considerable importance for felines. As the SME increased, the palatability increased proportionally.
Dog food palatability
The relationship for canines seems to be just the opposite. A 2002 study by Dunsford et al. showed that canines seemed to favor a more thermally cooked product (Figure 4). This palatability study was done in a similar manner to the feline study. In this case, there is a relationship between the energy source and palatability. The energy input is shown as a ratio of thermal energy (steam and water) to mechanical energy. As the thermal energy is increased, the palatability increases as well. Reducing SME levels, or at least minimizing them, seems to be extremely important for some canine diets.
Energy's impact
Extrusion processing of petfood is becoming more sophisticated as we learn the impact of energy inputs on product properties. It is becoming increasingly important not only to monitor, but also control the energy inputs. The level of added SME and ratio to thermal energy can greatly impact not only the appearance of the product, but it can also have a tremendous influence on animal preference. A successful operator will utilize and manage their energy inputs in a way to produce the highest quality product.
References
Dunsford, B., B. Plattner, D. Greenbury, and G. Rokey, 2002. The Influence of Extrusion Processing on Petfood Palatability. Proceedings of Petfood Forum, Chicago, Illinois, USA. Watt Publishing, Inc., Mt. Morris, Illinois, USA.